-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

Если браться за перекачку полиэфирных смол – обычные шестеренчатые насосы быстро покажут свою несостоятельность. Слишком много подводных камней: от застывания материала в зазорах до разрушения уплотнений от стирола.
Видел десятки случаев, когда на производстве ставили универсальные шестеренчатые насосы для смол – и через месяц оборудование выходило из строя. Основная ошибка – неучет полимеризации. Остатки смолы в полостях насоса начинают густеть, шестерни заклинивает. Особенно критично при работе с материалами, содержащими пероксидные отвердители.
Еще один момент – тепловой режим. При перекачке вязких составов насос греется, а полиэфирка чувствительна к температурным скачкам. Приходится либо снижать обороты, либо ставить охлаждение – но это уже дополнительные затраты.
Материал уплотнений – отдельная история. Резиновые сальники быстро разъедаются стиролом. Нашел относительно устойчивые варианты из Viton, но и они со временем теряют эластичность. Лучше переходить на торцевые уплотнения из керамики.
Оптимальный зазор между шестернями и корпусом – 0.1-0.15 мм. Меньше – риск заклинивания при температурном расширении, больше – падение производительности и застойные зоны где смола начинает густеть.
Шестерни лучше делать с уменьшенным числом зубьев – 8-10 вместо стандартных 12-14. Так меньше вероятность застревания частиц отвердителя между зубьями. Материал – закаленная нержавейка, хотя некоторые предпочитают инструментальную сталь с полировкой.
Вал нужно делать полым – для подачи промывочной жидкости. Без регулярной промывки скипидаром или ацетоном насос быстро приходит в негодность. Особенно после остановок на ночь.
На одном из предприятий ставили насос с внешним подшипниковым узлом – через три месяца подшипники заклинило от попадания смолы. Пришлось переделывать на защищенные подшипники с двойным уплотнением. Дороже, но работает уже больше года.
Сложности возникают при перекачке смол с наполнителями – стекловолокно или мел. Абразивный износ увеличивается в разы. Для таких случаев шестерни лучше делать из износостойких сплавов с твердостью не менее 55 HRC.
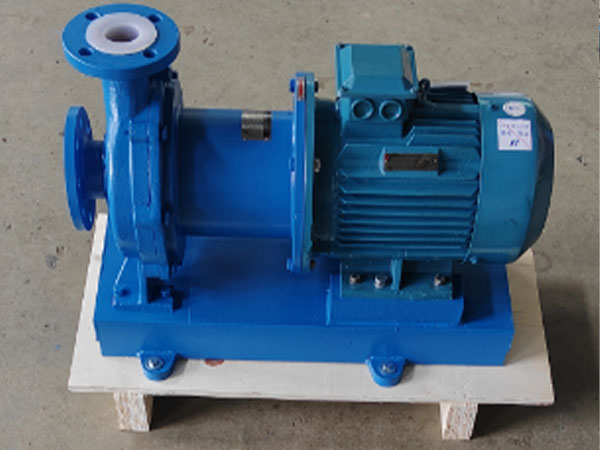
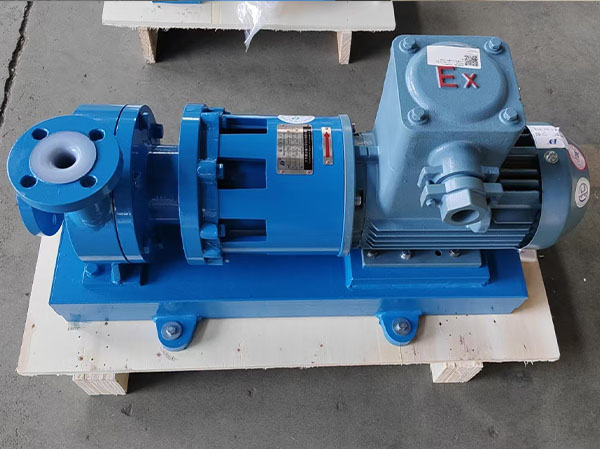
Заметил интересную особенность: при использовании магнитных муфт в насосах для смол снижается риск утечек через уплотнения. Компания ООО Тайканг Шунда Магнитный Насос Технология как раз специализируется на таких решениях – их разработки в области магнитной передачи действительно продвинутые.
После каждой смены обязательно промывать насос растворителем. Если смола успела затвердеть – только механическая очистка, химия уже не берет. Разбирали как-то насос, проработавший неделю без промывки – пришлось выжигать остатки паяльной лампой.
Регулярно проверять зазоры – при износе более 0.3 мм производительность падает на 40-50%. Лучше сразу менять пару шестерен-корпус, а не пытаться ремонтировать наплавкой.
Для длительных простоев рекомендуют заливать насос минеральным маслом – смола не полимеризуется без доступа воздуха. Проверено на практике – после двухнедельного простоя запускается без проблем.
Сейчас тестируем насосы с подогревом рубашки – для поддержания постоянной вязкости. Пока результаты противоречивые: с одной стороны стабильность подачи, с другой – риск перегрева при остановке.
Интересное решение предлагает ООО Тайканг Шунда Магнитный Насос Технология – комбинированные системы с магнитным приводом и шестеренчатым блоком из специальных сплавов. Заявленный ресурс – 10 000 часов для смол с наполнителями, но пока не проверял лично.
Из последних наблюдений: все чаще переходят на модульные конструкции, где можно быстро заменить изношенные узлы без полной разборки. Для производств с разными типами смол – идеальный вариант.
Главное – не экономить на материале корпуса и шестерен. Нержавейка AISI 304 марок не подходит – слишком мягкая. Нужна как минимум 316L с дополнительной термообработкой.
Обязательна система промывки – лучше встроенная, с возможностью подключения без разборки линии. Иначе простои на очистку съедают всю экономию.
Для серьезных производств стоит рассматривать специализированные решения, а не переделывать стандартные насосы. Те же магнитные насосы от Shunda показывают стабильную работу с высоковязкими смолами – проверял на объекте в Новосибирске.
В целом, подбор шестеренчатого насоса для полиэфирных смол – задача комплексная. Учесть нужно не только параметры вязкости и производительности, но и химический состав, наличие наполнителей, режим работы. Мелочей здесь нет.