-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

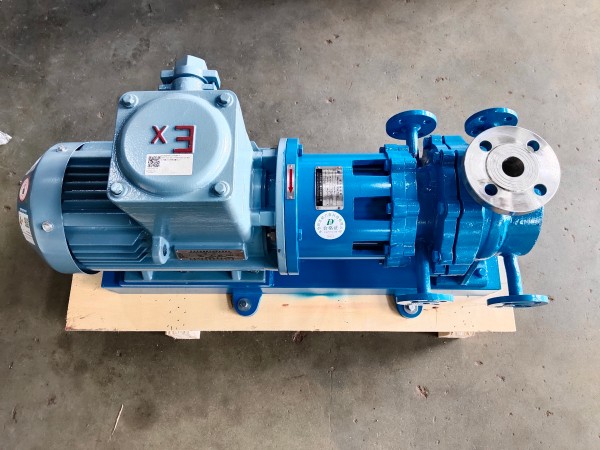
Когда слышишь про центробежные насосы с металлическим магнитным приводом, первое, что приходит в голову — это вечная история с ?нулевыми утечками?. Да, герметичность тут действительно на уровне, но сколько я видел случаев, когда люди забывали про коррозию магнитных муфт в агрессивных средах... Вот об этом почему-то редко пишут в рекламных буклетах.
Если брать классическую схему, то внешний магнитный ротор у нас работает в относительно щадящих условиях, а вот внутренний — прямо в перекачиваемой среде. И вот тут начинаются нюансы: например, для кислотных растворов иногда выгоднее ставить гибридные варианты с керамическими вставками, хотя это и удорожает конструкцию.
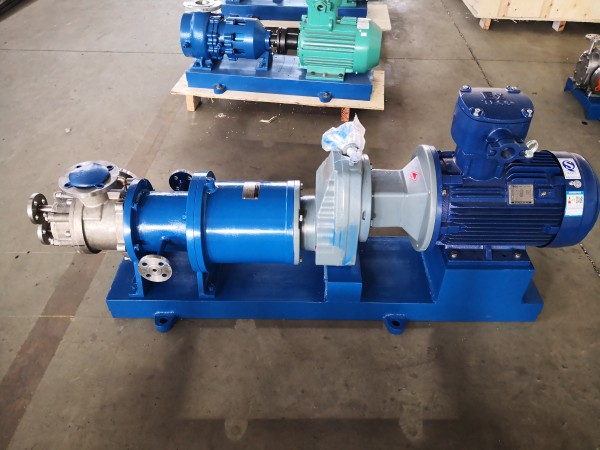
Помню, на одном химическом производстве пытались сэкономить и поставили чисто металлические муфты на перекачку соляной кислоты средней концентрации. Через три месяца магнитная передача начала проскальзывать — оказалось, коррозия ?съела? зазор до критического значения. Пришлось экстренно менять на насосы с защитными гильзами.
Кстати, про зазоры — их контроль в полевых условиях часто превращается в отдельную задачу. Щупом не всегда подлезешь, а вибродиагностика требует специфичных датчиков. Мы обычно рекомендуем закладывать плановые замеры на ТО раз в квартал, особенно для насосов с рабочим давлением выше 16 бар.
На нефтехимическом заводе в Татарстане как-то ставили эксперимент с заменой сальниковых насосов на магнитные аналоги. Результаты по энергоэффективности оказались неоднозначными: на воде экономия была около 12%, а на вязких жидкостях — всего 3-4%. Зато по количеству аварийных остановок — сокращение в 4 раза за первый же год.
Интересный момент с температурными деформациями: при перекачке гликолей зимой случались ситуации, когда внутренний ротор ?залипал? из-за разницы коэффициентов расширения материалов. Пришлось дорабатывать систему подогрева оболочки — обычные тэны не подходили, пришлось заказывать индукционные модули.
А вот на фармацевтическом предприятии под Москвой магнитные насосы показали себя идеально — там как раз важна была абсолютная чистота процесса. Но пришлось повозиться с подбором сплава для гильз: стандартный хастеллой не подошел, в итоге остановились на сплаве с добавлением тантала.
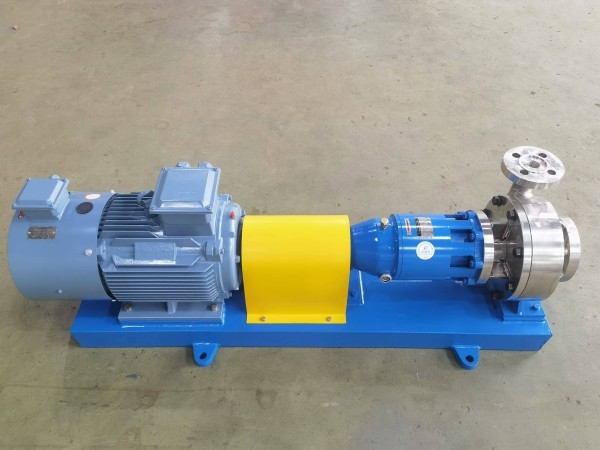
Многие недооценивают важность системы охлаждения магнитной муфты. Вентиляторное охлаждение — это хорошо для штатных режимов, но при работе на вязких средах лучше сразу закладывать змеевик с термостатом. Особенно если насос стоит в помещении с температурой выше 35°C.
Про кавитацию отдельный разговор — в магнитных насосах она проявляется хитрее. Обычно сначала появляется высокочастотный шум, а только потом падает производительность. Мы как-то неделю искали причину вибрации, а оказалось — завоздушивание на всасе из-за неправильного уклона трубопровода.
Совсем недавно столкнулись с интересным эффектом при работе с суспензиями: твердые частицы размером свыше 50 микрон постепенно намагничивались и оседали в зазоре. Пришлось разрабатывать систему промывки с обратными импульсами — стандартные реверсы не помогали.
Сейчас многие производители экспериментируют с редкоземельными магнитами — например, неодимовые сплавы позволяют уменьшить габариты муфты на 15-20%. Но есть нюанс: при температурах выше 180°C начинается необратимая потеря магнитных свойств. Для большинства химических производств это критично.
Вот если говорить про центробежные насосы с металлическим магнитным приводом нового поколения — тут интересно посмотреть на разработки ООО Тайканг Шунда Магнитный Насос Технология. У них в патентах есть решения по комбинированным системам охлаждения, где совмещены жидкостное и воздушное охлаждение. На их сайте shunda163.ru можно найти конкретные кейсы по работе с высокотемпературными теплоносителями.
Кстати, про их патент на ступенчатую магнитную муфту — идея вроде бы простая, но реализация требовательная. Суть в том, что при перегрузках происходит не разрыв потока, а переход на пониженную передачу. На испытаниях такая система выдерживала до 30% перегрузок в течение 15 секунд без последствий для магнитов.
Самая распространенная ошибка — неучет электромагнитных помех. Если рядом стоит мощное преобразовательное оборудование, может возникнуть паразитный нагрев магнитной муфты. Как-то раз видел, как на металлургическом комбинате насос грелся на 20°C выше нормы именно из-за этого.
Еще момент с центровкой — требования тут жестче, чем для обычных центробежных насосов. Погрешность всего в 0,5 мм уже может вызывать биение, которое со временем размагничивает ротор. Особенно критично для вертикального исполнения.
И да, про фундамент — многие пытаются ставить на общие рамки с электродвигателем. Это ошибка: вибрации от соседнего оборудования передаются на магнитную муфту и вызывают преждевременный износ. Лучше делать отдельную плиту с виброизоляцией, хоть это и дороже.
Если считать чисто по оборудованию, то магнитные насосы дороже сальниковых в 1,8-2,3 раза. Но когда добавляешь стоимость системы сбора утечек и затраты на экологический мониторинг — разница сокращается до 10-15%. Для опасных производств это вообще выходит в ноль за 2-3 года.
Интересный момент с ремонтопригодностью — замена магнитной муфты обходится в 40-60% от стоимости нового насоса. Поэтому для критичных применений лучше сразу закладывать полный ЗИП, особенно если оборудование импортное.
Вот если брать российский рынок, то те же ООО Тайканг Шунда Магнитный Насос Технология предлагают довольно гибкие условия по техобслуживанию. Судя по описанию на shunda163.ru, у них есть сервисные центры в основных промышленных регионах, что для магнитных насосов важно — диагностику ?на месте? делать проще.
В целом, если подводить черту — магнитный привод это не панацея, а инструмент. Для агрессивных сред и опасных производств он действительно незаменим, а вот для воды или нейтральных жидкостей иногда проще использовать традиционные решения.
Главное — не вестись на маркетинг про ?вечную работу?. Ресурс магнитов все-таки ограничен, особенно в условиях вибраций. Но при грамотном подборе и обслуживании 8-10 лет работы — вполне реальный срок.
Из последних наблюдений — стали появляться системы мониторинга магнитного зазора в реальном времени. Пока дороговато, но для насосов с стоимостью от 2 млн рублей уже имеет смысл рассматривать. Особенно если учесть стоимость возможных простоев.