-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

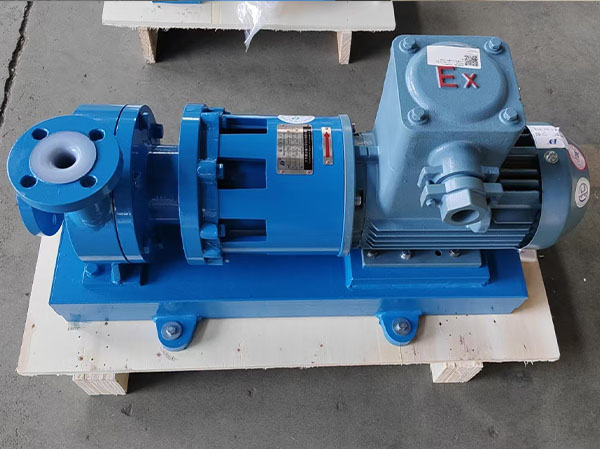
Когда слышишь про центробежный магнитный насос из ETFE, первое, что приходит в голову — это 'химически стойкий и всё'. Но на деле, если работал с агрессивными средами вроде концентрированных кислот или щелочей, понимаешь: фторопласт фторопласту рознь. ETFE — это не просто 'ещё один вариант', а скорее баланс между механической прочностью и устойчивостью. Часто видел, как коллеги путают его с PTFE или PFA, особенно когда речь идёт о температурных режимах выше 100°C. У нас на производстве был случай, когда заказчик настоял на PTFE для серной кислоты, но при 120°C началась деформация уплотнений — пришлось экстренно переходить на ETFE. Именно тогда я осознал, что материал — это не просто 'паспортные данные', а история проб и ошибок.
Вот смотришь на характеристики ETFE: температурный диапазон от -60°C до +150°C, стойкость к УФ-излучению, неплохая ударная вязкость. Но если говорить о магнитных насосах, тут критична не только химия, но и конструкция изолятора. Помню, на одном из объектов по перекачке хлорсодержащих растворов использовали насосы с ETFE-корпусом, но с керамическим изолятором. Через полгода появились микротрещины — вибрация плюс температурные скачки сделали своё. Пришлось пересматривать всю схему, усиливать опоры. Это к тому, что даже с 'идеальным' материалом надо учитывать эксплуатационные нагрузки.
Кстати, про фторопласт ETFE часто говорят как о 'лёгком' решении, но его обработка — отдельная история. Например, литьё под давлением требует точного контроля температуры, иначе появляются внутренние напряжения. На заводе Shunda как-то показывали образцы — видно, где технологи выдержали режим, а где нет. У них вроде даже патент есть на способ литья ETFE без пористости. Если интересно, можно глянуть на их сайте — https://www.shunda163.ru — там есть технические отчёты по испытаниям.
И ещё нюанс: ETFE не любит длительных нагрузок на растяжение. В тех же центробежных насосах это важно для вала и крыльчатки. Однажды видел, как на насосе после года работы появились трещины в зоне крепления рабочего колеса. Оказалось, вибрация + постоянное напряжение от кручения. Перешли на армированные варианты — проблема ушла. Так что, выбирая материал, надо смотреть не только на химическую стойкость, но и на усталостную прочность.
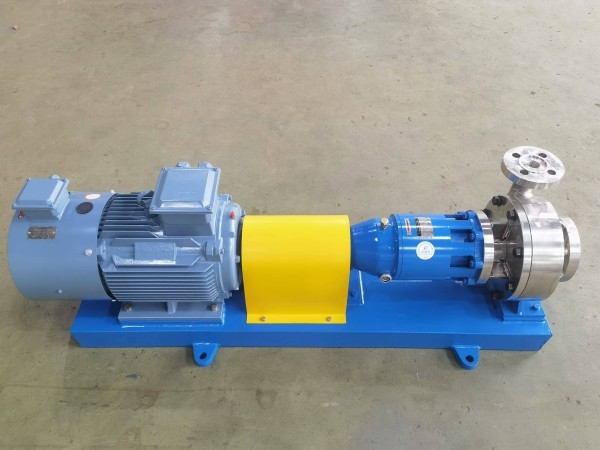
Если брать магнитный насос из фторопласта, то сердце системы — это магнитная муфта. Здесь ETFE работает как барьер между средой и магнитами, но есть подводные камни. Например, толщина изолятора. Слишком тонкий — риск протечек, слишком толстый — потери в КПД. Мы как-то экспериментировали с зазорами: при 3 мм КПД падал на 8–10%, при 1,5 мм — появлялись проблемы с циркуляцией теплоотвода. В итоге остановились на 2 мм с рёбрами жёсткости — компромисс между надёжностью и эффективностью.
Кстати, у Shunda в описаниях их продуктов есть упоминание про 'магнитную передачу нового поколения' — это как раз про оптимизацию зазоров и материалов. Они там используют неодимовые магниты с покрытием, но если среда особо агрессивная, то ETFE-гильза становится критичной. Видел их тесты на стойкость к гипохлориту — после 2000 часов деградации почти нет. Хотя, честно говоря, в реальных условиях иногда появляются точечные коррозии на сварных швах — это уже вопрос к сборке.
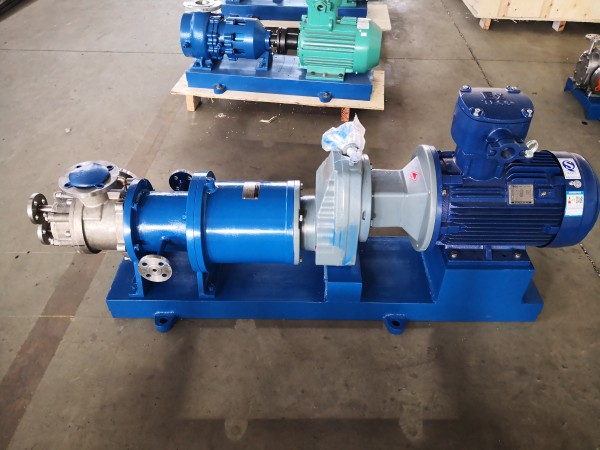
И ещё из практики: магнитная муфта чувствительна к перегреву. В насосах с ETFE-корпусом бывает, что при длительной работе на высоких оборотах происходит 'поплавковый' эффект — из-за температурного расширения зазор уменьшается, и магниты начинают задевать гильзу. Решение? Либо принудительное охлаждение, либо конструктивные изменения. Мы в таких случаях ставили дополнительные теплоотводы на корпус — помогает, но добавляет веса и стоимости.
Был у нас проект на гальваническом производстве — перекачка электролитов с содержанием никеля и меди. Поставили центробежный магнитный насос из ETFE, отработал 3 года без нареканий. А вот на участке с травильными растворами (смесь азотной и плавиковой кислот) начались проблемы через полгода: ETFE выдержал, но соединения фланцев подвели — болты из нержавейки разъело. Пришлось менять на хастеллой. Вывод: насос — это система, и материал корпуса не спасёт, если остальные компоненты слабые.
Другой пример — фармацевтика. Там требовалась стерильность и стойкость к растворителям вроде ацетона. ETFE подошёл идеально, но возникли сложности с валидацией — пришлось доказывать, что материал не выделяет примесей при длительном контакте. Помогли протоколы испытаний от производителей, в том числе от Shunda — у них вроде есть сертификаты FDA для таких случаев.
А вот неудачный опыт: попробовали использовать ETFE-насос для перекачки суспензий с абразивами (окись алюминия). Материал выдержал химически, но через 4 месяца крыльчатка стёрлась — ETFE не рассчитан на такие механические нагрузки. Пришлось переходить на керамику, хотя для химии это не всегда вариант. Так что, универсальных решений нет — каждый раз надо считать износ.
При выборе фторопластового насоса часто упускают момент с температурными расширениями. ETFE имеет коэффициент расширения выше, чем у металлов, поэтому в комбинированных конструкциях (например, фторопласт + нержавеющая сталь) при температурных скачках могут возникать зазоры. Мы как-то поставили насос на линию, где температура менялась с 20°C до 90°C за минуту — через месяц появилась течь по фланцу. Пришлось redesign-ить уплотнения с учётом разных ТКР.
Ещё момент — сварка ETFE. Если делается не в контролируемой среде, возможны поры. В насосах это критично, особенно в зоне рабочего колеса. Видел, как на одном из заводов Китая (вроде у Shunda есть производство в Тайкане) используют автоматическую сварку в аргоне — качество шва заметно лучше. Но даже это не гарантия: надо проверять каждый шов ультразвуком, иначе рискуешь получить скрытые дефекты.
И про подключение: ETFE не любит резких изгибов труб. Если на входе/выходе насоса стоит жёсткая обвязка, вибрация может привести к трещинам. Мы теперь всегда ставим компенсаторы — простейшее решение, но многие его игнорируют, пока не столкнутся с поломкой.
Сейчас многие говорят про комбинированные материалы — например, ETFE с углеродным наполнением для прочности. Но пока это дорого и не всегда оправдано. Из интересного: Shunda в своих разработках упоминают гибридные магнитные системы, где ETFE используется только для гильзы, а корпус — из термопласта. Для средних нагрузок — вариант, но для жёстких условий я бы пока не рисковал.
Ещё trend — цифровизация: датчики вибрации и температуры в реальном времени. Для ETFE-насосов это актуально, потому что материал 'молча' выходит из строя — нет коррозии, но могут быть микротрещины. Если интегрировать мониторинг, можно ловить проблемы на ранней стадии. У того же Shunda есть решения с IoT-модулями, но пока они больше для крупных проектов.
В целом, центробежный магнитный насос из ETFE — это рабочая лошадка для химии и фармы, но без волшебства. Главное — не переоценивать материал и всегда считать всю систему. И да, смотреть на опыт производителей: те же 20 лет Shunda в магнитных насосах — это не просто цифра, а куча исправленных ошибок и найденных решений.