-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

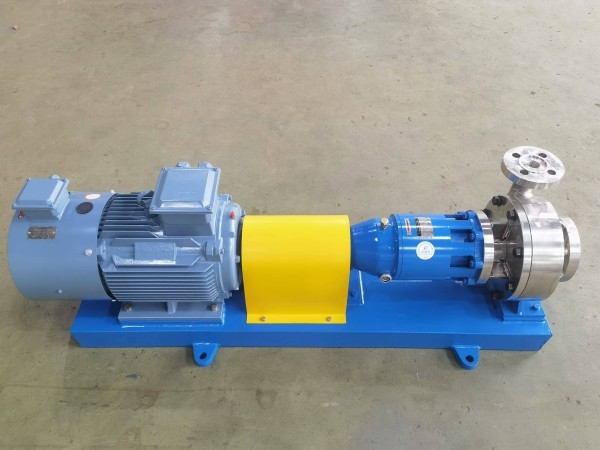
Когда слышишь про Центробежный насос с магнитным приводом из PTFE, сразу представляется идеальное решение для химических производств. Но на практике лет пять назад мы столкнулись с парадоксом: клиенты жаловались на 'внезапный' износ торцевых уплотнений в агрессивных средах, хотя по спецификациям насосы должны были работать годами. Оказалось, многие забывают, что PTFE - не монолит, а материал с разной степенью кристалличности, и при перепадах температур от -20°C до 120°C его поведение предсказуемо лишь при правильном подборе марки.
В 2018 году мы тестировали китайский аналог с заявленным сроком службы 10 лет. Через 4000 часов работы с соляной кислотой концентрацией 32% появилась вибрация - размагничивание внешнего ротора. При вскрытии обнаружили: производитель сэкономил на термостабилизации редкоземельных магнитов, хотя в паспорте указал NdFeB с классом стойкости H. Это типичный пример, когда магнитный привод рассматривают как простой узел, забывая о физике процесса.
Коллеги из ООО Тайканг Шунда Магнитный Насос Технология как-то показывали свои расчёты потерь на вихревые токи - у них для насосов мощностью свыше 15 кВт всегда идёт сегментирование магнитной системы. Но мелкие производители часто игнорируют этот нюанс, что приводит к перегреву до 180°C в зоне изоляционной гильзы.
Кстати, их наработки по комбинированным магнитным системам для высокомоментных применений - это тот случай, когда 20-летний опыт виден в мелочах. На их сайте shunda163.ru есть технические отчёты по тестам с тетрагидрофураном, где подробно разбирается влияние температуры на КПД передачи.
Запомнился случай на лакокрасочном заводе под Пермью: насос качал смесь толуола и ксилола, и через три месяца появилась течь по валу. При анализе выяснилось - использовали литьевой PTFE без наполнителя, который склонен к ползучести под нагрузкой. После перехода на армированный 15% стекловолокном (как раз по рекомендациям с shunda163.ru) проблема исчезла.
Важный нюанс: многие не учитывают разницу между PTFE и модифицированными фторопластами. Для работы с олеумом мы всегда рекомендуем PFA - он хоть и дороже, но сохраняет стабильность при 140°C, где обычный фторопласт начинает деградировать.
Тут стоит отметить, что у Тайканг Шунда в описании технологий есть важное уточнение: для температур выше 120°C они используют спечённые заготовки PTFE с послойной прессовкой, а не литьё. Это как раз предотвращает расслоение в агрессивных средах.
До сих пор встречаю проекты, где расчёт зазора между магнитами ведут без учёта температурного расширения. Результат - заклинивание при прогреве до рабочих 90°C. В наших протоколах испытаний всегда отдельная графа - проверка работы при резком охлаждении до -50°C (для криогенных применений).
Интересно, что в патентах ООО Тайканг Шунда (а у них 14 изобретений) описан метод компенсации осевых усилий за счёт спиральной канавки на внутреннем роторе. Мы пробовали повторить - без специального оборудования стабильного результата не добиться.
Особенность их подхода - использование кобальт-самариевых магнитов для температур до 250°C. Дорого, но для некоторых процессов альтернатив нет. Кстати, их исследования в области магнитных насосов для фотоэлектрической промышленности - это отдельная тема с кучей ноу-хау.
Типичная ошибка монтажников - жёсткое соединение с трубопроводами без компенсаторов. PTFE имеет коэффициент теплового расширения в 10 раз выше, чем сталь, что при нагреве создаёт критические нагрузки на корпус.
Ещё один момент: направление вращения. Для центробежный насос с магнитной муфтой обратное включение всего на 10 секунд вызывает размагничивание до 30%. Приходилось ставить датчики Холла с блокировкой - дорого, но дешевле замены ротора.
На сайте shunda163.ru есть схема обвязки для абразивных сред - с байпасом и щелевым фильтром. Мы её модифицировали для условий Уральского химкомбината, добавив магнитную ловушку для частиц износа.
Помню, в 2020 году пытались внедрить 'умную' систему мониторинга с беспроводными датчиками. Выяснилось: электромагнитные помехи от магнитного привода полностью блокируют передачу данных. Вернулись к проверенной вибродиагностике с проводными пьезодатчиками.
Сейчас наблюдаем тенденцию к упрощению - возврат к цельнолитым корпусам вместо сборных конструкций. У Тайканг Шунда как раз в новых моделях использован моноблочный корпус из PTFE с металлической арматурой - решение спорное с точки зрения ремонтопригодности, но надёжное против протечек.
Их подход к исследованиям (судя по описанию на shunda163.ru) - это баланс между фундаментальными разработками и прикладными решениями. Не случайно они получили статус национального высокотехнологичного предприятия - их патены на конструкцию торцевых уплотнений для магнитных насосов реально работают в условиях российских производств.
За 15 лет работы с центробежный насос с магнитным приводом из PTFE понял: надежность на 90% определяется не конструкцией, а пониманием технологического процесса. Температурные скачки, микропримеси в средах, вибрации от соседнего оборудования - всё это влияет больше, чем материал магнитов.
Сейчас для критичных применений всегда запрашиваем данные испытаний именно в условиях заказчика. Опыт ООО Тайканг Шунда с их лабораторной базой подтверждает: без тестов с реальными средами любые расчёты условны.
И главное - нет универсальных решений. Даже лучший магнитный насос требует адаптации под конкретный процесс. И здесь как раз важны не паспортные характеристики, а опыт применения в похожих условиях - тот самый, что накоплен компаниями с многолетней историей работы в этой нише.