-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

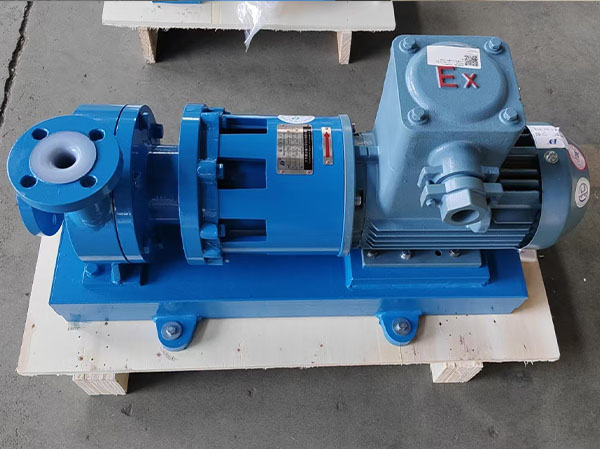
Вот что сразу бросается в глаза при работе с титановыми магнитными насосами — многие ошибочно считают, что главное преимущество титана лишь в коррозионной стойкости, забывая про его хрупкость при контакте с агрессивными средами под давлением. На деле же приходится балансировать между толщиной стенок и магнитным зазором, что лично мне в первых проектах стоило трёх месяцев перерасчётов.
Магнитная муфта в таких насосах — это не просто пара керамических магнитов. Взять хотя бы проект для химического комбината под Нижним Новгородом: при температуре среды +120°C стандартные самарий-кобальтовые магниты теряли 15% КПД из-за перемагничивания. Пришлось переходить на неодимовые с термостабилизацией, но тут же всплыла проблема с вихревыми токами — корпус из сплава Тi-6Al-4V грелся до 90°C на вакууме 10^-2 бар.
Кстати, про зазоры. В документации обычно пишут 1.5-2 мм, но на практике для перекачки суспензий с абразивами лучше увеличивать до 3 мм, иначе частицы карбида вольфрама с магнитного ротора начинают работать как абразивный круг. Однажды видел, как за месяц работы стёрли 0.8 мм с защитной гильзы — клиент потом полгода судился с поставщиком.
А вот у ООО Тайканг Шунда Магнитный Насос Технология в этом плане интересное решение — биметаллический стакан с напылением нитрида титана. На их стендах в тестовом режиме такой узел выдерживал 8000 часов работы с соляной кислотой концентрацией 18%. Хотя лично я сомневаюсь насчёт устойчивости напыления при циклических термоударах — в их же отчётах есть данные по трещинам после 2000 циклов 'нагрев-охлаждение'.
Сварка Тi-6Al-4V в аргоновой среде — отдельная головная боль. Помню, на запуске линии в Дзержинске из-за микропор в зоне термического влияния мы потеряли три корпуса насоса. Дефект проявился только при гидроиспытаниях под 25 атм — тончайшие трещины по границам зёрен.
Сейчас многие переходят на электронно-лучевую сварку, но это требует пересмотра всей конструкции фланцев. Кстати, в патентах shunda163.ru есть любопытное решение с предварительным подогревом до 200°C — снижает остаточные напряжения, но увеличивает себестоимость узла на 12-15%.
Важный нюанс — после сварки обязательно травление в составе HF+HNO3. Без этого даже пассивированный титан в некоторых окислительных средах (например, диоксид хлора) даёт точечную коррозию. Проверено на горьком опыте при работе с целлюлозно-бумажным комбинатом в Светогорске.
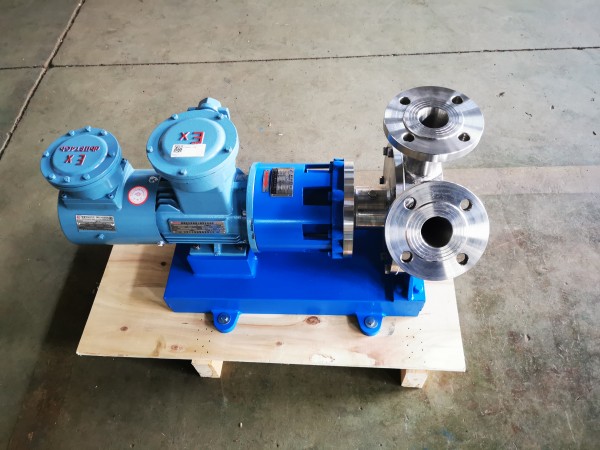
На нефтехимическом заводе в Уфе стоит два наших центробежных насоса с магнитным приводом для перекачки фенольных смол. Через 14 месяцев работы на одном из них появилась вибрация — оказалось, из-за температурной деформации корпуса магнитный ротор начал задевать за защитный кожух. Пришлось разрабатывать систему активного охлаждения патрубков.
А вот на гальванической линии в Зеленограде титановый насос отработал 6 лет без остановки — перекачивал электролит на основе хлорида железа(III). Но здесь важно отметить: pH среды стабильно держался в районе 1.5, не было колебаний кислотности. Как только появляются щелочные примеси — начинается водородное охрупчивание титана.
Интересный случай был с фармацевтическим производством — насос для изопропанола с катализаторами палладия. Технологи ООО Тайканг Шунда предложили использовать магнитные подшипники с активной стабилизацией, но стоимость решения оказалась выше бюджета проекта в 3 раза. В итоге обошлись стандартными керамическими подшипниками SiC, но с системой принудительной промывки.
С хлорорганическими растворителями титан ведёт себя непредсказуемо — всё зависит от содержания воды. При влажности менее 0.1% начинается каталитическое разложение с образованием TiCl4. Как-то раз видел аварию на производстве дихлорэтана — насос буквально рассыпался за 3 недели.
Для перекиси водорода вообще отдельная история — здесь нельзя использовать никакие уплотнения на основе фторопласта, только чистый PTFE без добавок. И обязательно полировка внутренних поверхностей до Ra 0.4 мкм, иначе каталитическое разложение неизбежно.
Кстати, в исследованиях shunda163.ru есть данные по работе с гипохлоритом натрия — они предлагают легирование титана палладием 0.2%. Но на практике это увеличивает стоимость вдвое, при этом реальный выигрыш в стойкости заметен только при концентрациях Cl- выше 150 г/л.
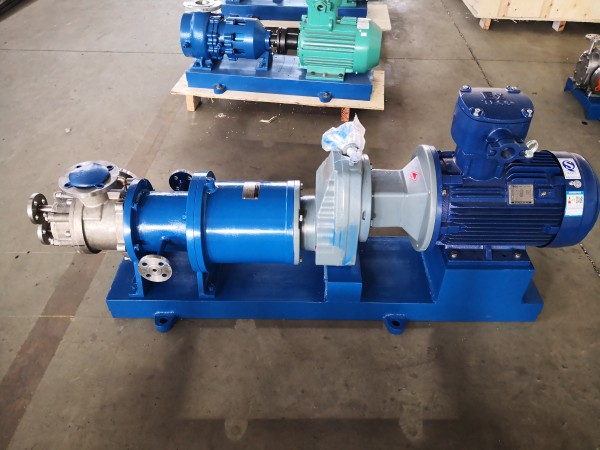
Сейчас активно пробуют добавлять в титановые сплавы цирконий — для повышения стойкости к серной кислоте. Но с магнитными насосами это создаёт проблемы — цирконий ухудшает магнитную проницаемость защитного кожуха. Видел экспериментальные образцы с толщиной стенки 1.8 мм вместо стандартных 2.3 мм, но КПД падает на 4-7%.
Интересное направление — комбинированные системы с датчиками контроля зазора. У того же ООО Тайканг Шунда в последних моделях стоит мониторинг вибрации с спектральным анализом — позволяет предсказывать износ подшипников за 200-300 часов до отказа.
Лично я считаю, что будущее за гибридными решениями — титановый корпус с керамическими вставками в зоне высокого износа. Но пока технологии напыления карбида кремния на титан недостаточно отработаны — адгезия держится не более 2000 циклов нагрузки.