-
+86-0512-53415055
-
+86-0512-53415058
+86-0512-53415055
+86-0512-53415058

Если говорить о шестеренчатых насосах, многие до сих пор путают их работу с винтовыми или пластинчатыми моделями — особенно когда речь идет о передаче высоковязких сред. Лично сталкивался с ситуацией, когда на одном из нефтехимических объектов пытались заменить шестеренчатый насос роторным аналогом для перекачки мазута, что привело к преждевременному износу уплотнений. Хотя казалось бы — оба типа подходят для густых жидкостей, но механика работы зубьев шестерен создает совершенно другое давление и пульсацию.
Взял как-то в ремонт насос серии НШ от российского производителя — внешне ничего особенного, но когда разобрал, обратил внимание на форму зубьев. Производитель заявил эвольвентное зацепление, а на деле был смешанный профиль с упрочненными кромками. Это типично для насосов, работающих с абразивными включениями — например, при перекачке суспензий в горной промышленности. Кстати, у китайских аналогов часто встречается прямая эвольвента без адаптации к реальным условиям, отсюда и жалобы на шумность после 200-300 моточасов.
Что касается подшипниковых узлов — здесь многие ошибаются с выбором смазки. Для шестеренных насосов с внешним зацеплением (например, в системах гидропривода прессов) лучше работать на консистентной смазке, а не жидкой. Особенно если речь о циклических нагрузках с частыми остановами. Помню случай на лесопилке, где из-за перехода на жидкое масло в подшипниках насоса для подачи гидравлической жидкости появился люфт всего за сезон — пришлось менять весь блок шестерен.
Материал корпуса — отдельная история. Чугун СЧ20 подходит для воды или нейтральных сред, но для химических производств нужен чугун с шаровидным графитом или нержавейка. Однажды видел, как на заводе по производству удобрений поставили обычный чугунный насос для перекачки аммиачных растворов — через полгода корпус покрылся сеткой трещин. Хотя шестерни из легированной стали почти не пострадали — вот парадокс.
Работая с шестеренчатыми насосами в системах отопления, часто сталкиваюсь с проблемой кавитации. Многие монтажники забывают, что для этих насосов критически важно минимальное давление на входе. Как-то раз на объекте в Новосибирске пришлось переделывать обвязку — насос гудел так, что было слышно даже через звукоизоляцию. Оказалось, подобрали слишком длинный всасывающий трубопровод с множеством поворотов. После установки повышающей центробежной помпы перед шестеренчатым насосом проблема ушла.
Еще один момент — температурные деформации. При длительной работе с теплоносителями свыше 120°C зазоры между зубьями меняются нелинейно. Обычно в паспорте пишут стандартные допуски, но на практике для высокотемпературных сред лучше увеличивать зазор на 0,02-0,03 мм. Проверял это на насосах немецкого производства — при рабочих температурах 140°C стандартные зазоры приводили к заклиниванию после охлаждения системы.
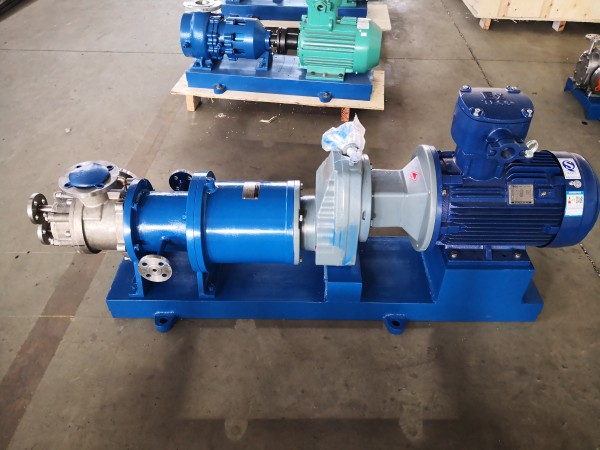
Интересный опыт был с магнитными муфтами в шестеренных насосах — как раз в контексте компании ООО Тайканг Шунда Магнитный Насос Технология. Их решения по бессальниковым конструкциям действительно уменьшают риск утечек, но требуют точного расчета магнитной передачи для высоких моментов. В одном из проектов применили их разработку для перекачки токсичных растворов — насос отработал без обслуживания почти три года, хотя обычные сальниковые уплотнения меняли бы каждые 8-10 месяцев.
Современные частотные преобразователи якобы позволяют легко регулировать производительность шестеренчатых насосов, но здесь есть нюанс — при снижении оборотов резко падает КПД из-за увеличения внутренних протечек. Проводили эксперименты с насосами серии НШ-100 — при работе на 30% от номинальной частоты потери достигали 40%. Поэтому для систем с переменным расходом лучше использовать байпасные схемы с клапанами, а не надеяться на частотное регулирование.
Еще проблема — совместимость с датчиками давления. Многие ставят обычные манометры после насоса, но для точного контроля лучше использовать датчики с демпфированием пульсаций. Особенно это важно в прецизионных гидравлических системах станков с ЧПУ — пульсация давления от шестеренчатых насосов может достигать 2-3% от рабочего значения, что влияет на позиционирование инструмента.
Автоматизация диагностики — перспективное направление. Например, в ООО Тайканг Шунда внедряют системы мониторинга вибрации магнитных муфт, что можно адаптировать и для шестеренчатых насосов. Раннее обнаружение износа зубьев по изменению спектра вибрации позволяет планировать ремонты без простоев оборудования. Проверяли эту методику на насосах для перекачки битума — характерные гармоники появлялись за 200-300 часов до критического износа.
Стоимость владения шестеренчатым насосом часто недооценивают. Кажется, купил недорогой агрегат — и все хорошо. Но если считать замену уплотнений, подшипников, потери от простоев — выходит иначе. Для непрерывных процессов лучше сразу брать модели с твердосплавными шестернями и лабиринтными уплотнениями, даже если их цена в 2-3 раза выше. На химическом комбинате в Дзержинске после перехода на такие насосы межремонтный период увеличился с 6 до 22 месяцев.
Влияние качества рабочей среды на ресурс — отдельная тема. Даже мелкие частицы размером 20-30 мкм способны за полгода вывести из строя насос, который по паспорту должен работать 5 лет. Фильтрация на входе — обязательна, но многие экономят на фильтрах тонкой очистки. Лично рекомендую ставить магнитные уловители перед насосом — особенно для систем с металлической стружкой или окалиной. Это простое решение продлевает жизнь подшипникам в разы.
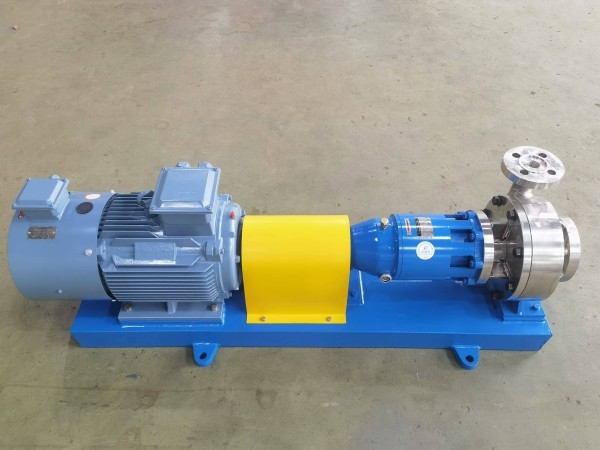
Что касается ремонтопригодности — здесь выигрывают насосы модульной конструкции. Например, некоторые модели от ООО Тайканг Шунда позволяют заменять отдельные блоки шестерен без демонтажа всего агрегата. Это особенно ценно для насосов, встроенных в технологические линии — экономия на времени простоя окупает первоначальные затраты за 2-3 цикла обслуживания.
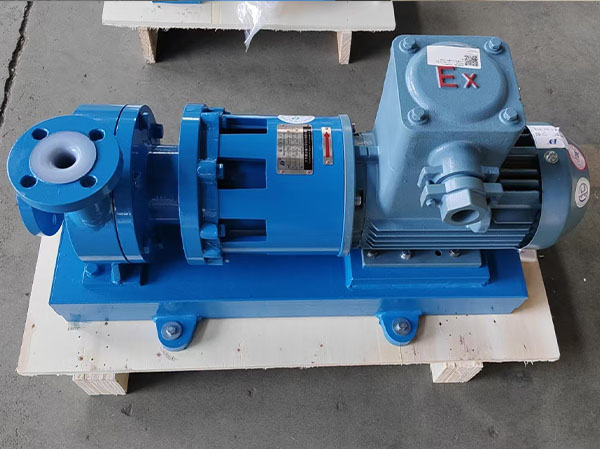
Сейчас наблюдается тенденция к комбинированию технологий — например, использование магнитных муфт от ООО Тайканг Шунда в традиционных шестеренчатых насосах. Это позволяет создавать полностью герметичные системы для опасных сред. В одном из проектов для фармацевтического производства применяли такое решение — насос работал с органическими растворителями без единой утечки за весь срок эксплуатации.
Еще одно направление — материалы шестерен. Порошковые стали с последующим спеканием и упрочнением поверхности позволяют добиться твердости до 65 HRC при сохранении вязкости сердцевины. Такие шестерни менее шумные и выдерживают ударные нагрузки лучше литых аналогов. Правда, стоимость их пока высока, но для ответственных применений уже оправдана.
Интеграция с системами IoT — следующий шаг. Датчики температуры, вибрации, давления в реальном времени передают данные на платформы анализа. Например, в комбинации с магнитными муфтами можно отслеживать не только механическое состояние насоса, но и параметры магнитной передачи. Это особенно актуально для компаний вроде ООО Тайканг Шунда Магнитный Насос Технология, которые специализируются на инновационных решениях — их патентованные технологии как раз позволяют внедрять такие комплексные системы мониторинга.